
Свойства и разновидности труб
Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).
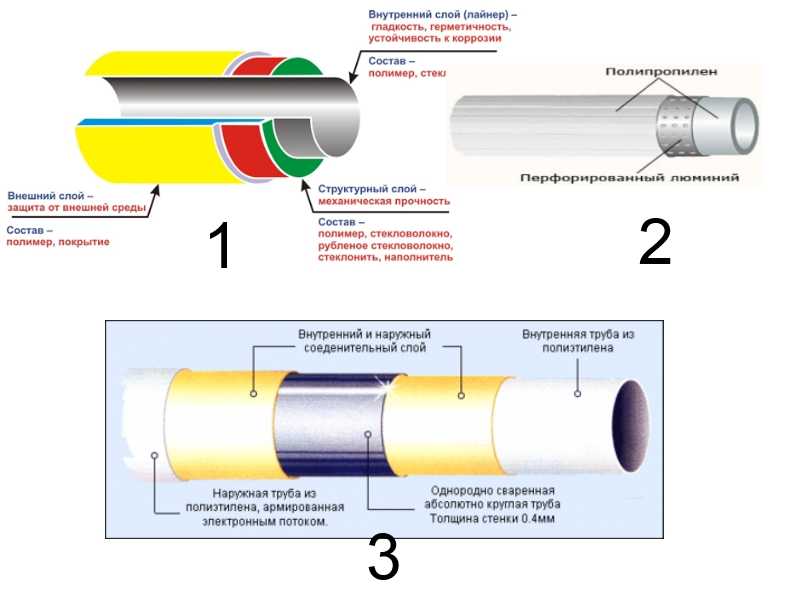
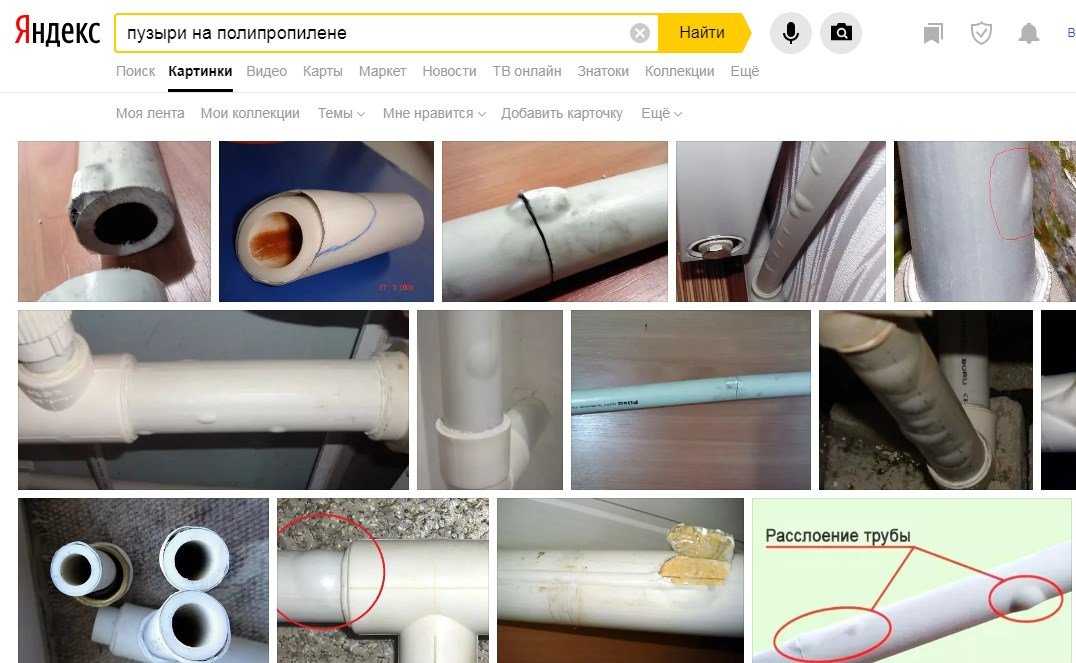
Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
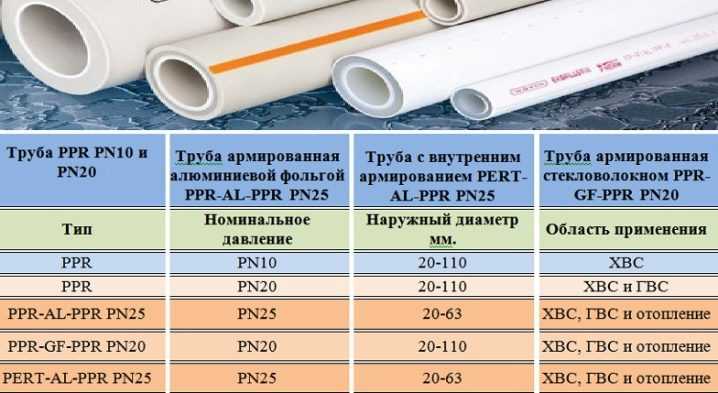
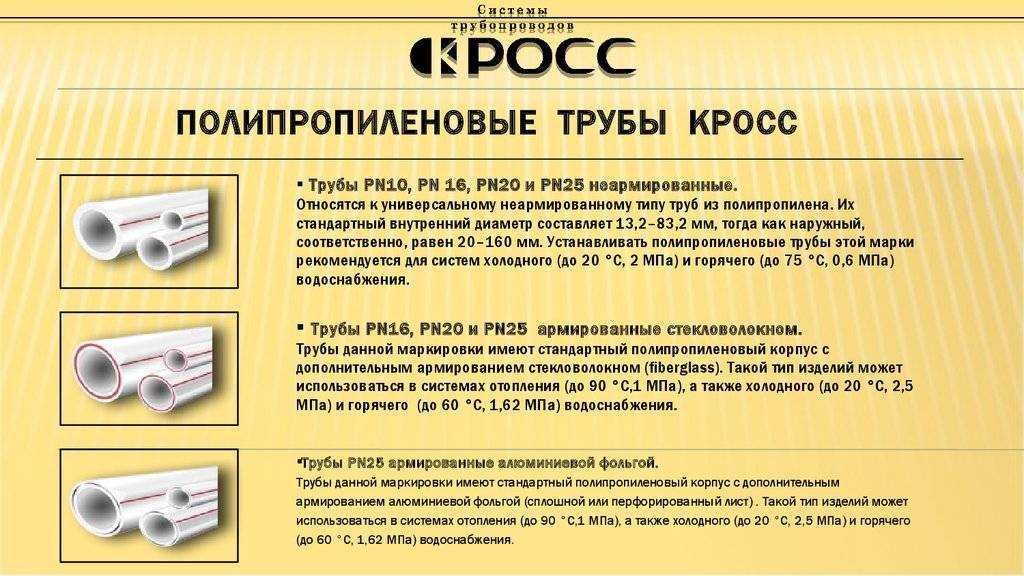
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.
- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Разновидности труб из пропилена
Для оборудования коммуникаций внутри дома чаще всего используются изделия одного типа и конструкции. При этом можно выбрать полимерные трубы, имеющие не только своеобразные конструктивные и технические свойства качества, но и цвет.
Различная цветовая гамма
Полипропилен для изготовления водопроводной арматуры изначально имеет белый цвет. Но для удобства выпускаются изделия и других цветов:
- серого;
- зеленого;
- оранжевого;
- красного;
- черного.
Для внутреннего монтажа материал чаще всего используется серого, зеленого и белого цвета.
Конструкции разного типа
Для водопровода низкого давления применяется как обычный, так и усиленный фольгированным слоем материал.
Для горячего водоснабжения применяются многослойные конструкции с алюминиевой фольгой. Для отопления используются многослойные трубы с усилением в виде фольги или стеклопластикового волокна.
Разновидности многослойности
Многослойные состоят из внутреннего слоя полипропилена армирующего и наружного слоя. Алюминиевый слой, может быть как цельнотянутый, так и в виде полосы, спаянной по шву. Стеклопластиковые волокна применяются как в виде сплошной оплетки внутреннего слоя, так и в виде перфорированной.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот
Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений
Даже малейшие части грязи могут нарушить качество крепления;
Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
https://youtube.com/watch?v=LhnDmiVBHxU
Инструкция по сварке
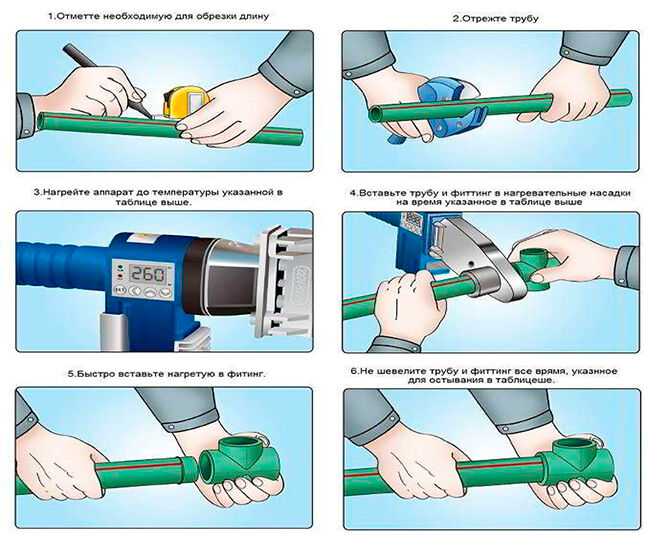
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
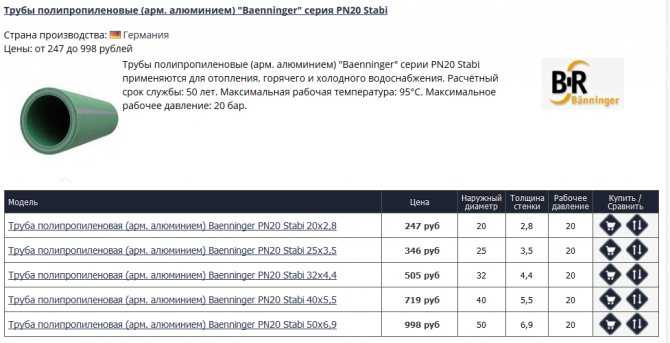
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
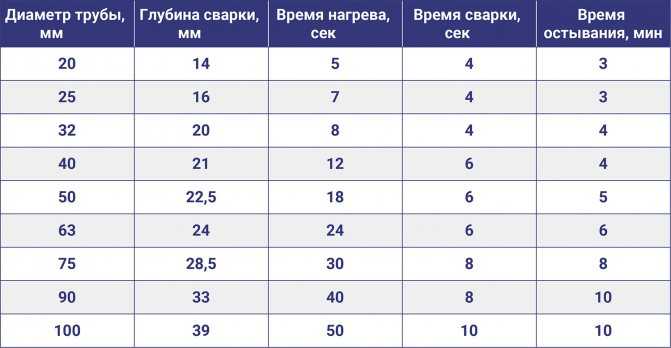
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.








|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
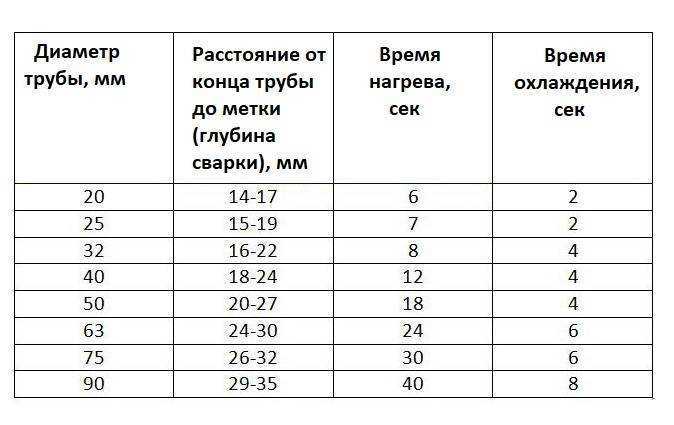
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
https://youtube.com/watch?v=fUJLd3OSuJ0
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.






С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
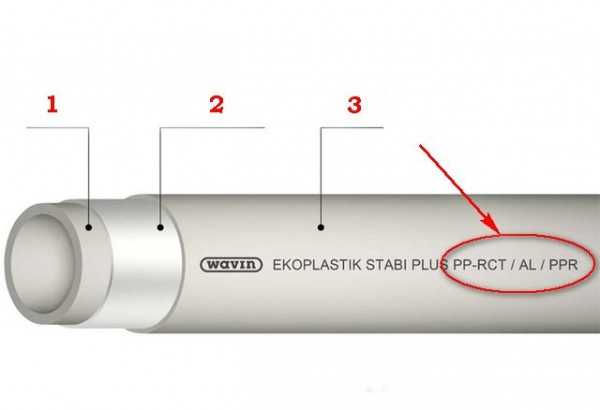
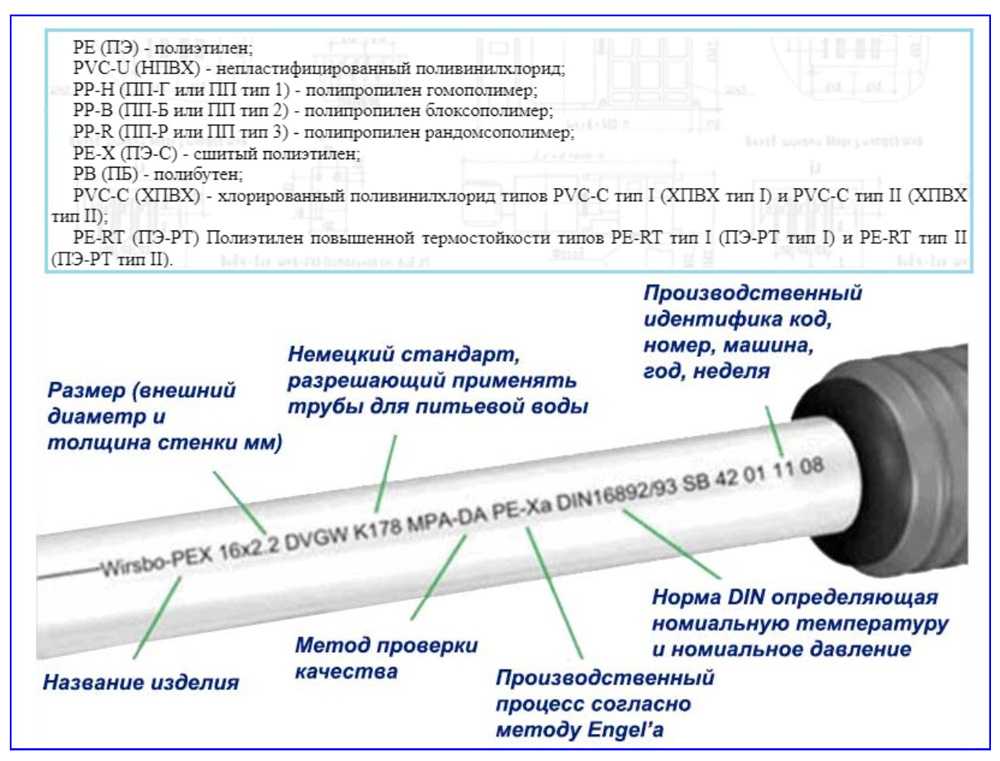
Маркировка пластиковых труб
Практически каждая полимерная труба имеет на поверхностной оболочке маркировку, отражающую ее размерные, основные физические и химические параметры. При ее нанесении часто руководствуются межнациональным стандартом ISO/TC SC4 № 651, регламентирующем следующие буквенно-цифровые обозначения термопластиковых труб и их последовательность:
- Символы, указывающие документацию, на основании которой была проведена сертификация товара по стандарту EN ISO 9001 или иному, согласно которой выпущен продукт.
- Торговая марка (товарный знак, бренд) фирмы-производителя продукта.
- Информация о наличии у предприятия-производителя сертификата на изготовление продукции, удовлетворяющей стандартам своей страны или мировым требованиям.
- Номер отечественного (ГОСТ) или европейского стандарта, согласно которому выпускается товар. К примеру, символика DIN EN ISO 12162 соответствует стандарту на термопластики, используемые при прокладке напорных трубопроводных коммуникаций. В акте регламентированы классификация, обозначения и прочностные свойства труб и фасонных элементов. Рис. 5 Примеры расшифровки маркировки многослойных и ХПВХ-труб
- Буквенное обозначение трубного материала (подробно изложено выше), а также его классификация по общепринятому стандарту минимальной длительной прочности MRS согласно DIN EN ISO 12162. К примеру, PP-B 100 означает блоксополимер полипропилена с MRS 10 МПа, ПЭ 80 – маркировка ПЭ-труб согласно ГОСТ Р 50838-95 с минимальной прочностью MRS 8 МПа.
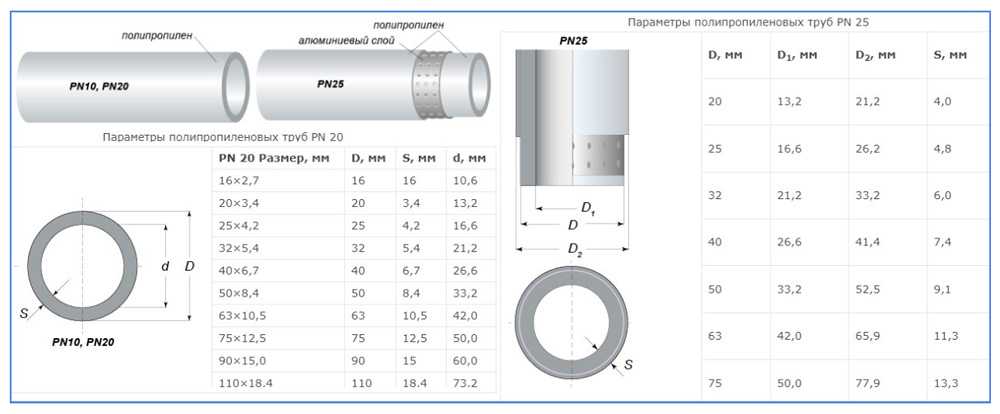
- Диаметр трубной оболочки и толщина стенки. Для полимерных труб установлены стандартизированные типоразмеры в 10, 12, 16, 20, 25, 32, 40 мм, многие иностранные производители маркируют свою продукцию в дюймах, реальные показатели которых (3/8″ – 9,53 мм; 1/2″ – 12,7 мм; 3/4″ – 19,05 мм; 1″ – 25,4 мм). На практике их округляют до целых значений, приведенных выше, к примеру 3/8″ – 10 мм; 1/2″ – 12 мм и так далее.
- Стандартизированное размерное соотношение для труб из любых материалов (в том числе и металлов) SDR, получаемое делением внешнего диаметра на толщину стенки. Понятно, что чем ниже значение SDR, тем большей прочностью и меньшим сечением проходного канала обладает труба, изготовленная из одного и того же материала. Рис. 6 Примеры маркировки ПП-труб
- Номинальное (рабочее) давление Pn, выраженное в кгс/см2, что соответствует барам или атмосферам, стандартные показатели Pn для трубных термопластов – 10, 16, 20, 25 бар. Обычно максимальный показатель напора среди полимеров имеет труба Pn 25, которую используют в магистралях транспортировки горячей воды или теплоносителя в контурах отопления.
- Рабочая среда. По умолчанию подразумевается, что трубы из термопластиков рассчитаны на эксплуатацию в водопроводных коммуникациях, иногда для отличающихся от транспортирующих жидкости газовых труб добавляют буквенную символику GAS.
- Дата производства, партия. Стандартное европейское условное обозначение включает год выпуска (2 цифры) и 15-значную цифровую полосу с указанием: месяца, десятидневки (латинские литеры), смены, установки, технологической линии, партии. Иногда в маркировке проставляют литерный символ происхождения сырья. При экспортном варианте указывают город или страну-производитель.
Стандартный шаг наносимой маркировочной отметки – 0,5 – 1 метр, иногда на трубах указывают длину рулона или отрезка.
Присутствие всех перечисленных пунктов в трубной маркировке и соблюдение их очередности не является обязательным, рядовому потребителю или специалисту достаточно полученной информации о материале изготовления, размерах и рабочем давлении изделия. Чтобы узнать температурный диапазон трубы, руководствуются полученными данными.
![]()
Рис. 7 Области применения труб с разными Pn и структурой
Маркировка изделий из полипропилена
Маркировка наносится на наружную поверхность с применением метода матричной печати или термическим способом. При маркировке термоспособом глубина оттиска символов не должна превышать 0,25 мм.
Обозначение материала
В маркировке первые символы обозначают материал труб — РР-Н, РР-В, PP-R, PP-RCT при использовании латинского шрифта. Кириллицей маркировка имеет вид — ПП-Г, ПП-Б, ПП-Р или ПП тип 1, ПП тип 2, ПП тип 3, и ПП тип 4 для полипропилена рандомсополимера повышенной термостойкости с модифицированной кристалличностью.
Обозначение диаметра
Диаметр маркируется второй после обозначения материала группой символов. Первый символ обозначает наружный диаметр в миллиметрах, второй, который прописывается через разделитель толщины стенок.
Максимальное рабочее давление
Маркировка максимального давления обозначается в последовательности символов маркировки после соотношения диаметра и толщины стенок. В цифровой части указывается максимальное количество единиц давления с точностью до десятых. В буквенной части показатели в которых проводились испытания – согласно Госту, это МПа.
Прочие показатели изделий из полипропилена
![]()
Дополнительная информация о назначении может наноситься производителем для уточнения назначения изделия, например, маркировка «пищевая», «питьевая», «для технических нужд». Обязательным является нанесение в конце маркирующей надписи номера государственного стандарта.
Типы труб, применяемые для горячей подачи воды: технические характеристики
- Для горячего водоснабжения используются трубы типа PN20 и PN25.
- Трубы PN20 в основном применяются для систем индивидуального горячего водоснабжения, температура нагрева воды, в которых достигает 80 градусов. Такие системы имеют небольшое внутренне давление до 2000 кПа.
- Для систем централизованной подачи горячей воды используются армированные трубы с алюминиевой фольгой или стеклопластиковыми волокнами. Изделия класса PN25 выдерживают не только более высокую температуру в 95 градусов, но и давление до 2,5 тыс. кПа.
Армированные
![]()
Армирование полипропиленовых изделий осуществляется двумя способами – алюминиевой фольгой и стеклопластиковыми волокнами. Фольгированные изделия могут иметь следующие расположение армирования:
- внутреннее посреди стенки;
- установленное возле наружной поверхности с клеевой фиксацией;
- в виде перфорированной сетки внутри стенок.
Стекловолоконное армирование обладает большей монолитностью структуры стенок. Это способствует снижению коэффициента теплового расширения изделия и повышает жесткость.
Пайка труб с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Инструмент, необходимый для пайки армированных пластиковых труб. Носит название – швейер. С его помощью зачищается слой алюминиевой фольги перед тем, как труба будет нагрета и спаяна
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.




Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.
Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
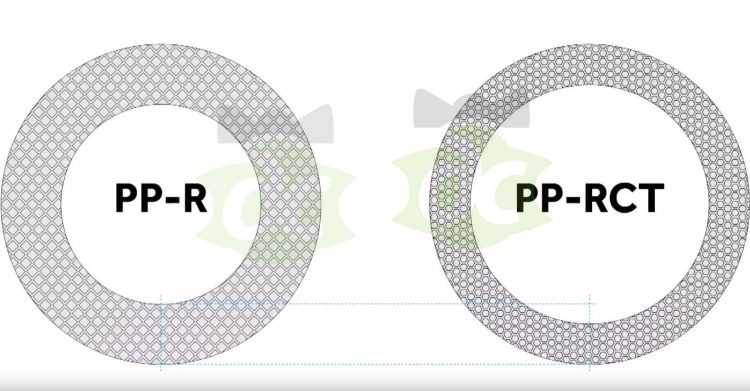
Аббревиатура PP-RCT это уже другой материал.
Который некоторые относят к 4-му типу полипропилена, хотя это улучшенный третий тип Рандомсоплимера.
![]()
Это термостабилизированный полипропилен, который обладает более высокими прочностными характеристиками, за счёт того, что количество граней у кристалла PP-RCT больше чем у PP-R, а значит крепче молекулярная связь, за счёт большего количества соприкосновения кристаллов между собой,
![]()
вследствие чего, при тех же характеристиках по давлению температуре, трубу можно сделать с более тонкой стенкой и увеличить пропускную способность без увеличения наружного диаметра.
![]()
У таких труб и гораздо меньшее линейное удлинение при изменении температуры. Более стойкие к ультрафиолетовому излучению. И трубы из этого материалы могут выдерживать температуру более 100 градусов, против 90 из PP-R.
Это не говорит о том, что все трубы могут выдерживать температуру 100°С. Каждый производитель состав полипропилена держит в секрете, поэтому прежде, чем ставить трубу в вашу систему ознакомьтесь с характеристиками и классом эксплуатации этой трубы.
![]()
Но это тема уже отдельного поста и проверять я это конечно же буду.
Проворот при сварке
Достаточно часто можно увидеть, как мастер проворачивает трубу во время нагрева, либо непосредственно во время соединения полипропиленовых труб. Бытует ошибочное мнение, что подобная манипуляция способствует более плотному контакту, однако подобные действия являются грубой ошибкой.
При нагреве или в процессе пайки допускается незначительная корректировка положения деталей относительно друг к другу. Однако если провернуть нагретую полипропиленовую деталь ее внутренняя поверхность неизбежно деформируется, что приведет к нарушению внутренней структуры и ухудшит качество стыка.
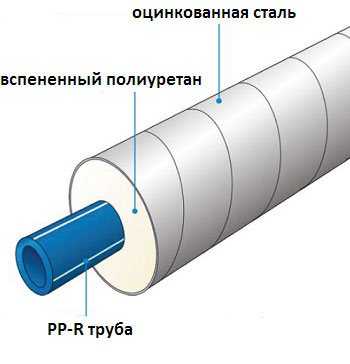
Полиуретановые трубы для отопления
Такая теплоизоляция труб широко применяется. Она отличается от минеральной ваты и стекловаты целым рядом преимуществ:
- защитный слой высокой плотности;
- высокий уровень устойчивости к открытому огню;
- надежная изоляция поверхностей от влаги, которая исключает гниение и развитие грибков;
- возможность использования для труб различного диаметра;
- высокий уровень сдвиговых характеристик;
- в случае нагрева размеры изменяются не более чем на 3%.
Полиуретановые пневмотрубки отлично подходят для отопительных систем
Пенополиуретановая изоляция труб рассчитана на эксплуатацию минимум на несколько десятилетий. При укладке и ремонте (реконструкции) трубопроводов можно значительно сократить сроки работы и получить надежное покрытие, которому не требуется дополнительное обслуживание.
Пластиковые трубы в сравнении с остальными разновидностями более экономичные, надежные и долговечные. Транспортировать такие изделия гораздо проще: есть возможность сворачивания в бобины, также полиуретановые трубки легкие и не подвергаются коррозии.
Они отлично подойдут для подключения горячей воды в загородном доме, к теплотрассе большого склада или проведения отопления.
Основные этапы технологии сварки полипропиленовых труб
Разогрев материала труб
Инструмент, необходимый монтажнику для создания соединений, – это специальный паяльник с регулятором температуры или без него. Для обеспечения надежного сцепления необходима температура нагрева, приближенная к 260 градусам. Рекомендуемое оптимальное время прогревания полипропилена зависит от диаметра труб: 20 мм – 8 сек, 25 мм – 10 сек, 32 мм – 12 сек и т.п. При перегреве возникают оплывы полипропилена, и, как следствие, нарушается проходимость труб. Соответственно, недогрев может привести к непрочности соединения, т.е. со временем такой дефект ведет к протеканию в месте фиксации труб.
Соединение труб и фитингов
Пока разогретый материал труб сохраняет пластичность, необходимо качественно, без перекосов состыковать полипропиленовые трубы, после этого уложить их на ровную поверхность.
Остывание готового стыка
Время для остывания приблизительно равно времени разогрева полипропиленовых труб с учетом диаметра труб. Сокращение временного периода может впоследствии привести к деформации стыка труб.
На заметку:
- маркировка PN обозначает допустимое рабочее давление (бар) при аксимальной температуре 20°С и сроке службы 50 лет при минимальном рассчетном коэффициенте.
- Для теплого пола полипропиленовые трубы использовать можно, но на белорусском рынке для прокладки теплого пола полипропилен не используется, так как есть решения не менее надежные, но более удобные в прокладке (трубы из сшитого полиэтилена, металлопластиковые трубы).
- Для центрального отопления использовать трубы PN20 и EVO можно, но нужно учитывать, что в таком случае нужно будет обязательно компенсировать линейное расширение трубы при высоких температурах и давлении. Есть более удобное в монтаже решение — использовать другие типы пп труб — армированные, о которых речь пойдет ниже.
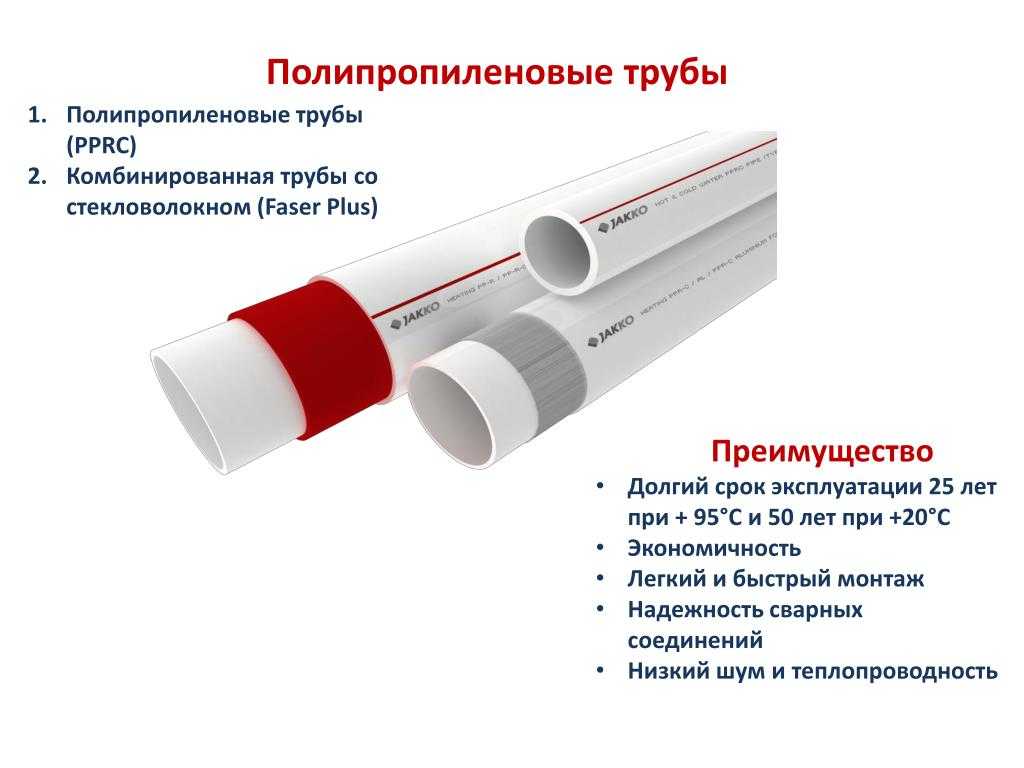
Многослойные / армированные трубы (комбинированные) – трубы, выполненные из нескольких слоев различных материалов, один из которых выступает для стабилизации (укрепления) трубы и защиты ее от проникновения кислорода.
Такие трубы обеспечивают надежность и долговечность водопроводным конструкциям и выдерживают температуры до +95°С. Чаще всего именно они используются для горячего водоснабжения и отопления. Секрет в том, что армированные трубы обеспечивают 100% кислородный барьер, и линейное расширение таких труб в разы ниже, чем у цельнопластиковых труб из полипропилена. Армированные трубы немного дороже однослойных, но для желающих сэкономить разница в цене может оказаться ценой комфорта как при монтаже, так и при эксплуатации трубопровода.
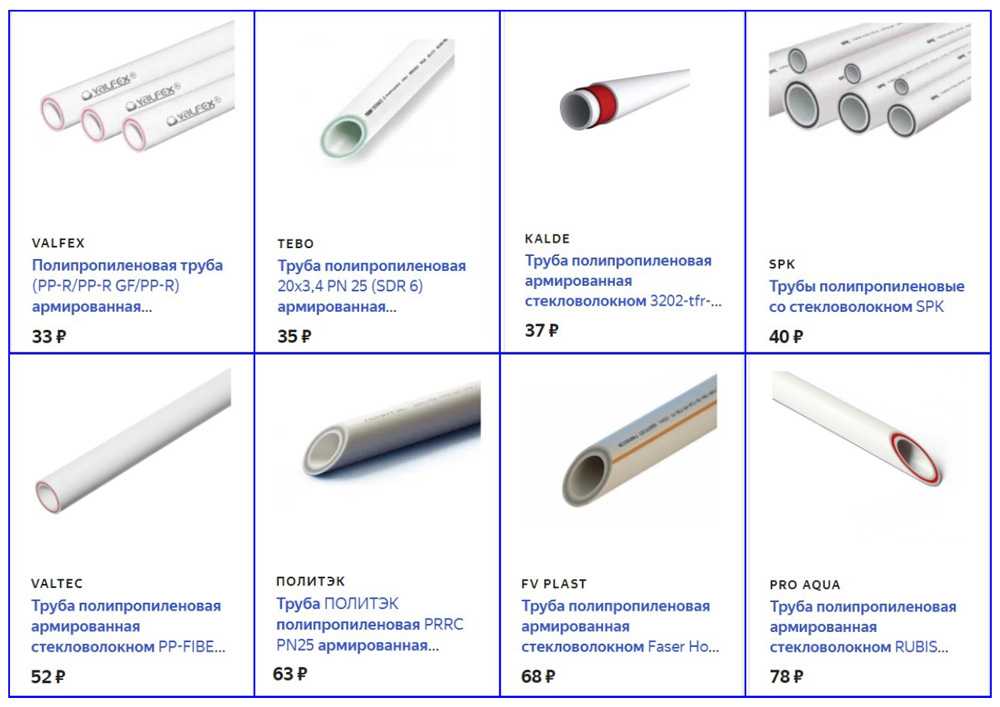
Выделяют три вида армированных полипропиленовых труб, в зависимости от материала армирования:
Таким образом, для монтажа горячего водоснабжения и разводки отопления идеальным решением является труба, армированная базальтоволокном, но не менее надежным будет использование труб, стабилизированных алюминием. Вопрос в выборе — лишь в удобстве монтажа.





Понимание структуры полипропиленовых труб и принципиальных различий между ними поможет вам не только самостоятельно выбрать, какой именно продукт лучше подходит для решения задач по водоснабжению, но и наиболее эффективно распределить средства при планировании ремонта.
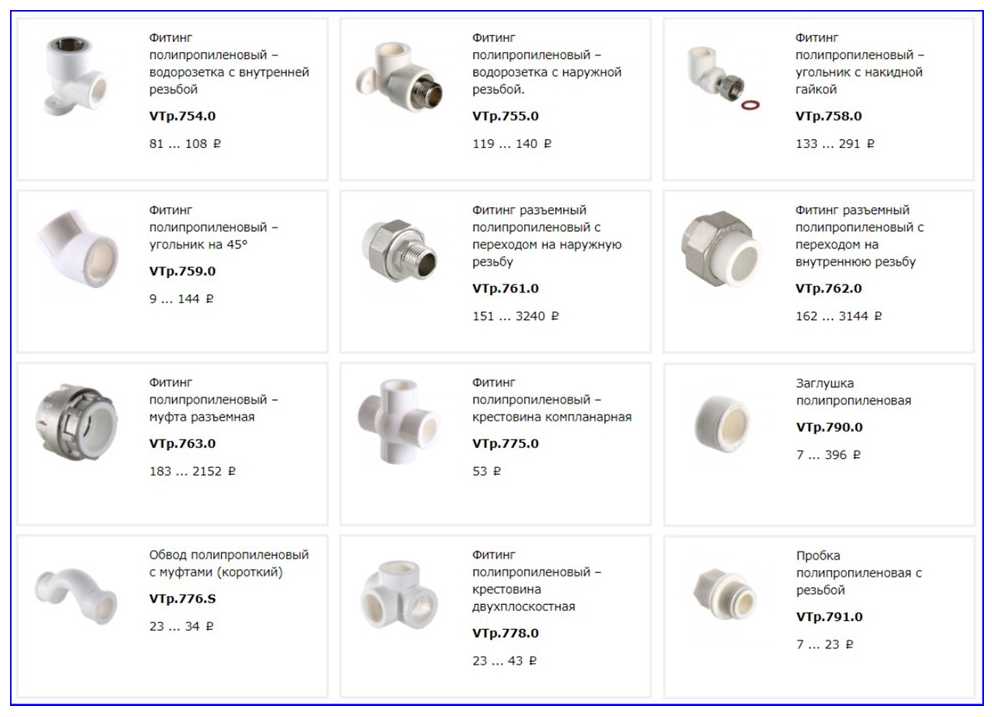
На сегодняшний день на белорусском рынке можно встретить полипропиленовые трубы и фитинги большого количества производителей:
- Wavin Ekoplastik (Чехия)
- PRO AQUA (Россия)
- Heisskraft (Россия)
- РВК (Россия)
- Valfex (Россия, Турция)
- Valtec (Россия, Италия)
- Lammin (Россия)
- Firrat (Турция)
- Hakan (Турция)
- Kalde (Турция)
- И мн. др.
Среди ассортимента можно потеряться, поэтому мы рекомендуем вам прислушиваться к вашему сантехнику/монтажнику и здравому смыслу.
Одним из первых на белорусском рынке в мире полипропиленовых труб и фитингов уже почти два десятка лет является чешский бренд Wavin Ekoplastik. Рынок наводнился большим количеством более дешевых аналогов, однако бренд Wavin Ekoplastik не теряет свою популярность как на крупных строительных объектах, так и среди монтажников частного сектора.
Приобретая полипропиленовых трубы, обращайте внимание на соответствие системы строительным нормам, наличие сертификатов качества, гарантии, которые предоставляет завод. И, конечно же, выбирайте надежного поставщика полипропиленовых труб, с проверенной репутацией
Хороший поставщик следует всем законам, соблюдает условия транспортировки и хранения, имеет все необходимые сертификаты и гарантии и легко проконсультирует вас при выборе продукта. У него вы не получите брак или подделку и будете уверены в своем заказе.
Выбирайте трубы и фитинги надежного производителя и поставщика и ОБЯЗАТЕЛЬНО следуйте требованиям по монтажу и эксплуатации, прописанным в технических инструкциях.
Выбор самых лучших труб и фитингов самого лучшего производителя в мире не сможет вас обезопасить от протечек и выхода системы из строя при несоблюдении инструкции по монтажу и эксплуатации!
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения. Остаток воды в трубе может стать фатальным для соединения
Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Сфера применения
Трубы из полипропилена используются в качестве распределительного механизма в различных типах зданий и являются частью трубопровода с технической и питьевой водой. Также их прокладывают в целях транспортировки химических веществ и сжатого под давлением воздуха.
Трубы полипропиленовые – технические характеристики этих изделий абсолютно безопасны для окружающей среды – устанавливают для полива огородов и садов.
Монтаж труб осуществляется без затруднений благодаря особым свойствам полипропилена. Материал легко сваривается, а стыки остаются прочными и надежными. Полипропиленовые изделия нередко применяются в качестве дренажной системы или в целях отопления помещения, а также в системе «теплый пол».
![]()
Полипропиленовые трубы подходят для установки системы «теплый пол»
В системах отопления используют армированные полипропиленовые трубы – температура теплоносителя в такой системе может достигать 75°С и должна определяться в проекте очень точно. В качестве армирующего слоя используют алюминиевые и стекловолоконные добавки. Если она выше 75°, рекомендуется использовать сшитый полиэтилен. Изделия из полипропилена имеют достаточно высокий коэффициент расширения, и поэтому не могут применяться при очень высоких температурах.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Выбор
Маркировка и тип трубы для горячего и холодного водопровода определяется по условиям эксплуатации. Учитывается давление в системе, пиковые значения, температура воды. Однако есть аспект, который категорически не следует игнорировать уже на стадии приобретения материалов.
Выбранные трубы и фитинги должны быть от одного производителя и из одной партии. Если в магазине или на оптовой базе не достаточно материалов одной партии, лучше найти другого поставщика.
Основным аргументом при этом является полная идентичность материала трубы и фитингов и соответствие размеров.
Рецептуры полипропилена у различных производителей отличаются. Даже если отличия незначительные это скажется на качестве швов и долговечности соединений.






Второй аспект касается размеров. В холодном состоянии фитинги не одеваются на трубу даже с усилием, только после расплавления верхнего слоя полипропилена, чтобы образовавшийся излишек способствовать диффузии и спайке.
Для холодной воды
![]()
Для системы холодного водоснабжения используются полипропиленовые трубы PN16 и выше. Армирование ненужно, так как не предполагается нагрев воды свыше 40 градусов, теплового расширения почти нет. Использовать трубы PN10 для внутренней разводки допускается, однако на вводе в квартиру или дом снабжается редуктором, ограничивающим давление, чтобы избежать прорывов и деформации.
Для горячей воды
Температура горячей воды до 85ºС ,и при этом линейное расширение полипропиленовой трубы достигает 12-15 см на каждые 10 метров. Используются армированные трубы, усиленные алюминием или стекловолокном.
Армирование алюминием выполняется двумя способами. Поверх готовой трубы проклеивается фольга с перфорацией или сплошная, и уже завершающим слоем наносится тонкий слой белого или серого полипропилена, задача которого только в защите армирующего слоя и придание эстетичного внешнего вида.
![]()
Второй способ предполагает разделение стенки труб на две равные части и проклейку фольги между ними. Выигрыша по коэффициенту теплового расширения это не дает, зато с углублением алюминия заявленная долговечность и стойкость к механическому воздействию выше.
Преимущество цельного не перфорированного алюминия в том, что он не пропускает кислород, диффузия полипропилена и армирования стекловолокном достигает значений 600-900.
Этот аспект важен, только в случае если система ГВС построена на теплообменниках, и вода циркулирует в закрытом контуре. Для внутренней разводки в квартире лучше использовать армирование перфорированным алюминием или стекловолокном, что обойдется дешевле.
Выбирать следует из труб, сработанных из полипропилена PPRC (PPR) или PPs. Трубы PN20 используются только с установленным редуктором, способным ограничить давление. PN25 способны выдержать даже гидроудары, и станут оптимальным вариантом.